
")
Технологія виготовлення арболіта відрізняється від інших видів легких бетонів, в даному випадку акцент робиться на підготовці сировини, з'єднанні компонентів з різним ступенем адгезії, максимальному ущільненні матеріалу і організації правильного затвердіння. Отримати в домашніх умовах вироби, які відповідають вимогам ГОСТ 19222-84, при відсутності відповідного обладнання неможливо. Головним критерієм при виборі конкретного верстата є продуктивність, для забезпечення власних потреб досить вибропресса, що випускає 1 шт за цикл, при бажанні запуску повноцінного заводу перевага віддається комплексним лініях (від 500 шт за восьмигодинний зміну і вище).

Зміст:
- способи виготовлення
- опис обладнання
- Вартість популярних моделей
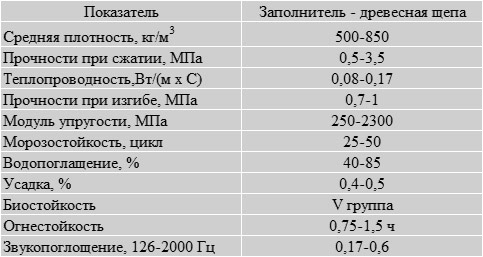
Сировиною служить деревне наповнювач - тонка і витягнута тріска хвойних порід не більше 40 мм в довжину, 10 - завширшки і 5 - по товщині з домішками кори в межах 10%, оброблена хлористим кальцієм і сірчанокислим алюмінієм. В якості в'яжучого використовується портландцемент з маркою не нижче М400, його витрата безпосередньо залежить від очікуваного класу міцності (для отримання необхідної кількості на 1 куб арболита його множать на розрахунковий коефіцієнт, що дорівнює 17). Рекомендоване співвідношення хімічних добавок становить 2-4% від ваги цементу, на точне дозування впливають рецепт і вид речовини. До важливих нюансів технології відносять з'єднання тріски з в'язким виключно після проведення її мінералізації.
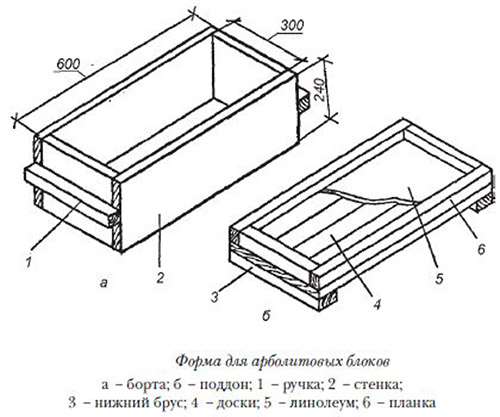
Комплектація обладнання залежить від обраної схеми (ручний, напівавтоматичного або повністю автоматизованої) і очікуваної потужності. При закупівлі сировини в готовому вигляді відсутня потреба в ряді техніки, але через високу вартість такого наповнювача виручка буде вкрай низькою. У домашніх умовах простіше всього організувати варіант з трамбуванням вручну на підлозі, для цього знадобиться чан для розведення минерализаторов і замочування тріски, змішувач примусової типу, ємності для засипки компонентів і візок, форми і піддони для складування і просихання. Пол будинку повинен бути рівним, температура в приміщенні - не нижче + 10 ° C. Всі етапи виготовлення (дозування і засипка інгредієнтів, вивантаження розчину, заповнення та трамбування, виїмка і сушка виробів) при такій схемі виконуються вручну, для масового виробництва вона не підходить.
При бажанні випуску від 150 до 400 м3 арболита в місяць в наведену вище лінію додається вибростанок. Крім підвищення якості (поліпшується геометрична точність і міцність) його задіяння в рази прискорює процес, кілька елементів можуть ущільнюватися за раз. У дорогих верстатів форми знімаються механізованим шляхом. Розміри деяких моделей дозволяють розмістити їх будинку, але найпотужніші вимагають не менше 100 м2 вільного простору.
Повноцінна лінія включає подрібнювач деревини (Щепорез), сушку, ємність для її замочування, змішувач промислового типу, дозатори компонентів і одержуваної суміші, вібропрес, лебідку, механізми, захоплення, підйомний бункер і самі форми - для пусто- і повнотілих виробів і термопанелей. Для запуску міні-заводу їх потрібно не менше 30-40 штук, при повністю налагодженому виробництві - від 250 і вище, включаючи нестандартні. Такий комплекс займає в середньому 400 м2, для обслуговування задіюються сили постійного персоналу.

Враховуються обов'язкові вимоги:
- Використання обробленої тріски правильної форми, при відсутності Щепорез якість наповнювача буде сумнівним.
- Рівномірне перемішування компонентів, заливка розчину, приготованого без змішувача, неприпустима.
- Організація умов просушування: блоки набирають міцність при плюсовій температурі навколишнього повітря, і складуються один на одного не раніше ніж через 3 дні, третій і наступні ряди дозволяється додавати через тиждень.
- Реалізація виробів можлива як мінімум через 10-15 днів при сушінні в нормальних умовах, 15-20 - при вологій погоді. Це призводить до необхідності складу або навісу.
Огляд використовуваного обладнання
Кожен верстат в лінії виконує певне завдання, відсутність або низька продуктивність окремого елемента уповільнює роботу комплексу. Обов'язковий змішувач примусової типу, звичайна бетономішалка в даному випадку не підходить, арболітових суміш не має плинної структури, для якісного обволакивания тріски цементом потрібні моделі з Ськіпом (або оснащені дозаторами) з широкими плугообразнимі лопатями, вертикальною системою завантаження і нижньої - вивантаження. Ємність чаші залежить від очікуваних обсягів, для промислових ліній, що випускають від 500 штук за зміну він становить 5-6 м3.

Підготовка тріски проводиться в спеціальних подрібнювачах барабанного типу з ножами на центральній осі. Це обладнання живиться від трифазної мережі, подача сировини в нього здійснюється автоматично, готовий наповнювач прокидається через перфоровані отвори і сушиться природним шляхом або за допомогою теплової гармати. Потреба в Щепорез обумовлена високими вимогами до трісці, при бажанні налагодження безперервного виробництва без нього не обійтися. Звичайна дробарка не підходить, одержувані з її допомогою шматочки мають квадратну, а не игольчатую форму.
Якість виробів багато в чому визначається ступенем просушки тріски перед її мінералізацією. Природний висновок вологи займає багато часу, з метою прискорення процесу її пропускають через подвійний барабан, нагрівання повітря забезпечує теплова гармата: чим більше потрібно тріски, тим потужніше вона повинна бути.
Багато виробників ігнорують даний етап підготовки, замочування наповнювач в хімічних реагентах, але це неминуче позначається на його мінералізації, отримані блоки не відповідають ГОСТ.
До обов'язкового обладнання відносять вибропресс. Принцип його роботи полягає в закритті заповнених складом елементів трамбувальними пластинами, забезпеченні вібраційного розподілу суміші всередині до досягнення рівномірної структури і її придавливанием з метою отримання виробів з високою геометричною точністю. Після підняття преса блоки з'їжджають по похилій платформі на підставлені заздалегідь піддони. Продуктивність пристроїв багато в чому залежить від виду форм і механізму расформовкі.
Вартість обладнання
Орієнтовні розцінки на популярні моделі:
Найменування Произво-дітельность Потужність, кВт Розміри, мм Вага, кг Ціна, рублі Пересувний верстат для повнотілих і пустотілих арболітових блоків 960 шт. за 8 год 250 при напрузі живлення 220В 1410 × 1420 × 1 360 186 39900 Міні-верстат Гефест-1 160 шт. за 8 год 180 / 220В 520 × 230 × 460 21 6900 Дробарка для тріски ВД-350 До 5 м3 / ч 7,5 / 380В 1300 × 1000 × 1400 220 99900 Змішувач САБ-400 Підходить для безперервної роботи 4/380 2000 × 850 × 1400 350 159000
При запуску з нуля виробництва у великих обсягах купуються комплексні лінії, такі як «Русский арболит», «Сфера-1», «Ліга-7». Стандартний набір для безперервної роботи, що включає подрібнювач деревини, змішувач, вибропресс і форми, обходиться не менше 850000 крб. Дозатори, бункери, вібросито, лебідкові, захваточние і знімають механізми, сушарка для тріски купуються окремо. Орієнтовні витрати на допоміжне обладнання досягають 200000 рублів, ціна на професійні пристрої для сушки складає 250000.